销售热线:185 7555 2252
销售热线:185 7555 2252
WinCC+Flexible在数控机床界面开发中的应用
0 前言
目前,西门子数控系统在我国机床行业中的应用日益广泛。西门子840D数控系统标准人机交互界面对于通用型数控机床是适用的,但对于一些特殊、专用的机床,则需要有自己专用的界面。当前,OEM(Original Equipment Manufacturer)软件设计方法成为机床界面开发的主流方法,主要通过VB(Visual Basic)开发人机界面,利用VC(Microsoft Visual C++)编写出与西门子数控系统相联系的语言动态链接库,通过西门子数控系统提供的VB、VC接口实现界面开发,并将其嵌入到西门子数控系统。但该方法要求开发人员熟悉数控系统及VB、VC编程。OEM软件的价格较为昂贵,且OEM界面开发周期较长。在实际应用中,要求机床操作人员具有一定的专业知识。因此,开发操作方便、柔性化、智能化的人机界面,就显得非常有必要。
1 西门子数控系统界面开发方法简述
西门子数控系统主要界面的开发方式有以下几种:
(1)使用扩展接口编写画面
利用并定义标准界面上的空白软键激活存放在标准循环目录下的画面配置文件(corn文件)。
(2)使用Configuring Package配置画面
(3)使用Programming Package创建画面(OEM)允许用户将使用VB和VC编写的应用程序加入HMIA dvanced,并可通过Programmming Package提供的接口访问NC(Numerical Contr01)/PLC(Programmable Logic Controller)变量,实现多幅画面的调用,管理NC数据,实现复杂的计算、复杂的画面,利用PCU50上的接口(RS232、打印口和以太网口等)输出加工数据和充分利用Windows资源等等功能。通过在计算机上编写程序,将结果(包括可执行程序、配置文件等)拷贝到MMC/PCU。
在以上3种方法中,方法(1)易于实现,但其功能简单,用于高档机床人机界面的开发手段是远远不够的。方法(3)为OEM方法,功能非常强大,借助VB、VC++等软件,在理论上可以开发任何所需界面,但需额外购买HMI编程包,价格较为昂贵,此外还需要VB、VC++等软件的支持,专业性要求较高。方法(2)则是利用wjnCC Flexible配置的人机界面,采用图形化编辑且内部带有功能强大的系统函数,可以快速地配置画面,缩短了开发周期,虽然也需要购买WinCCFlexible软件,但价格较OEM便宜。
2 WinCC FlexibIe简述
2.1 WinCC Flexible简介
WinCC Flexible系列软件是德国西门子公司工业全集成自动化(T队)的子产品,是一款面向机器的自动化概念的HMI软件,它具有舒适而高效的设计功能。winCC Flexible系列软件具有开放、简易的扩展功能,带有丰富的系统函数及强大的Vissual Basic脚本功能,为人机界面的功能实现提供有力的手段。WinCC Flexible功能强大并且简单、高效,易于上手并提供智能化的工具,例如图形导航和移动图形化组态。在创建工程时,通过点击鼠标便可以生成HMI项目的基本结构,节省了界面框架设计的时间。WinCC Flexible带有丰富的图库,提供大量的对象供用户使用。WillCC Flexible运行系统是用于过程可视化的软件,运行系统在过程模式下执行项目来实现与自动化系统之间的通信、图像在屏幕上的可视化及各种过程的操作、过程值的记录和报警事件等。
2.2 WinCe Flexible主要功能
在人机界面开发中,winCC Flexible的主要功能有:人机界面上各种软件的定义、NCU(Numerical Control Unit)中各种变量和参数的访问、R参数的访问及存储和PLC中各种变量的访问,如I/O口、数据块DB等以及NCU中文件的管理、MMC中文件的管理。
3专用数控磨床人机界面设计
现以某企业的专用磨床为例,介绍利用WinCC Flexible开发人机界面的过程。根据机床实际需求,开发面向工艺的引导式中文人机界面。将winCC Flexible开发软件安装在个人计算机上,在WINDOWS操作系统下,通过winCC Flexible提供的Configuration Package接口,即可访问NCK(Numerical Control Kemel)、PLC、MMCl03变量及文件。
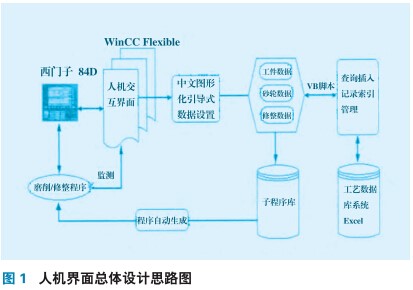
3.1 总体设计思路
WinCC Flexible开发的用户界面设计不仅仅是窗体本身的画面外观设计,重要的是底层内部脚本的编辑和整体的构架,通过合理的人性化构架来引导机床操作人员进行操作。怎样通过脚本实现数据的处理、存储及如何实现文件的管理?利用WinCC Flexible提供的VBS(Visual Basic Script)脚本开发的工艺数据库管理软件可对车轴磨削的工件数据、砂轮数据、修整数据等磨削工艺参数进行存储和管理,加工数据最终以CVS(数据文件格式)数据流文件形式进行存储。总体设计思路如图1。
在机床运行开发好的人机界面程序之前,需要在西门子840D数控系统上安装西门子WinCC Flexible runtime的运行环境,此外还需要配置regie.ini文件,配置说明如下:
3.3 引导式结构设计
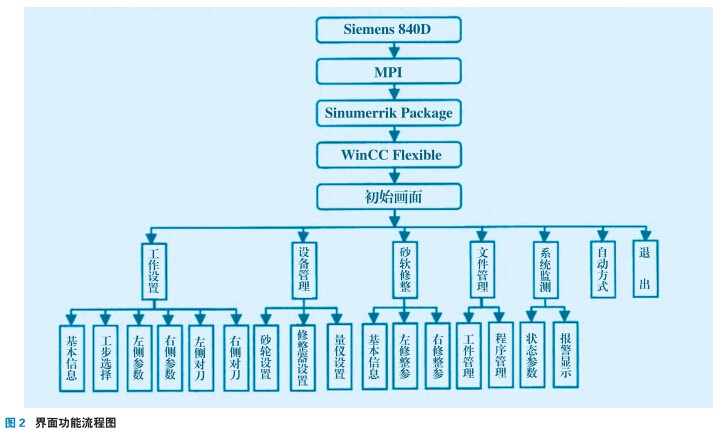
如何在人机界面中体现出加工工艺顺序,使得机床操作变得简单易懂并容易上手,是引导式界面设计的核心问题。以加工工件为主线,按照磨削工艺顺序,进行人机界面画面配置。将界面划分为工件设置、设备管理、砂轮修整、文件管理等几大模块,如图2所示。
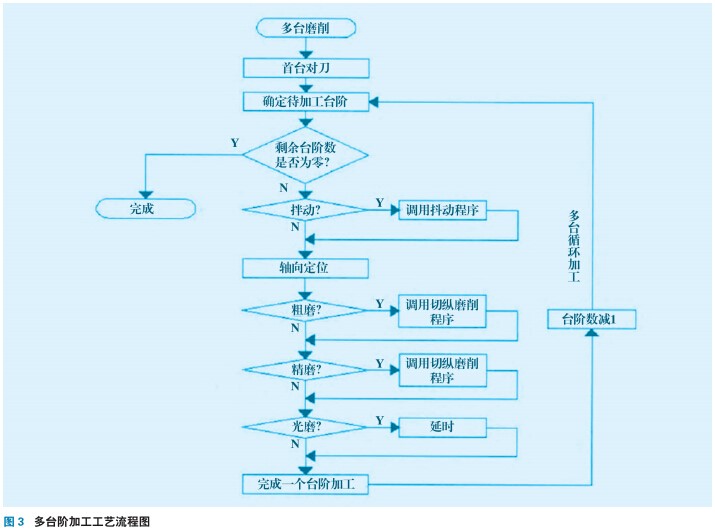
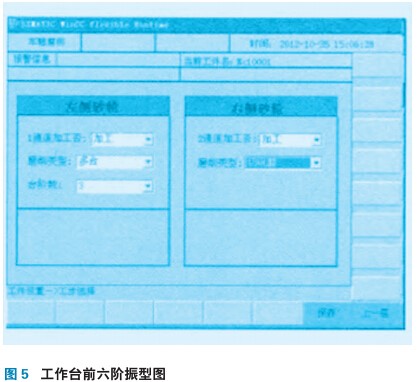
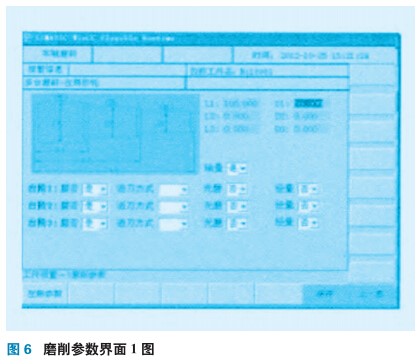
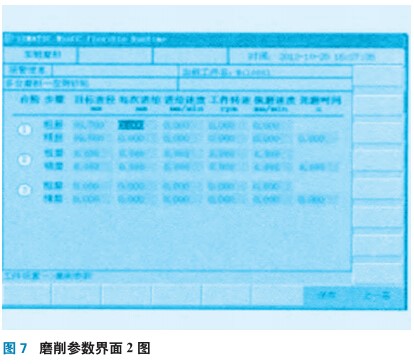
以多台阶零件加工为例,根据多台加工工艺流程如图3所示,首先进入加工参数预设界面,如图4所示,输入工件名称后按照排序依次设定工件基本信息、工步选择及左侧磨削参数,如图5、图6、图7所示。完成一个界面参数输入后,点击保存按钮,初始界面上该界面的显示状态将由待设定变为设定完成,提示操作人员设定已完成。
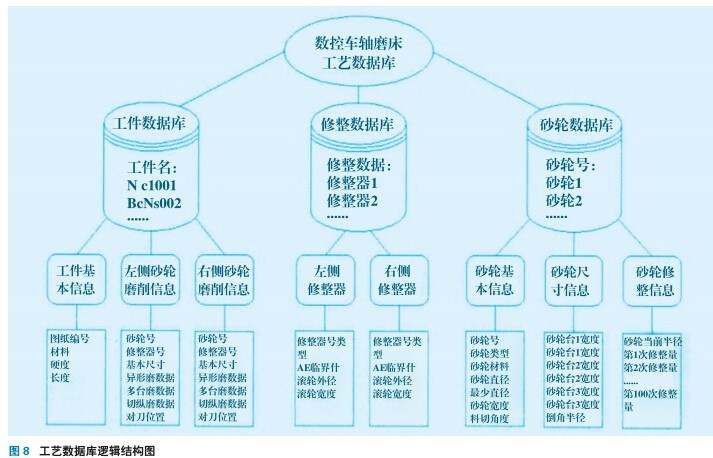
系统采用模块化程序设计方法,既便于系统功能的各种组合和修改,又便于未参与开发的技术维护人员补充、维护。在系统功能分析的基础上,根据西门子840D数控系统及WinCC Flexible组态软件程序编制的特点,建立系统功能模块结构,如图8所示。分别采用工件名、砂轮号、修整器号作为各子数据库的索引标志。
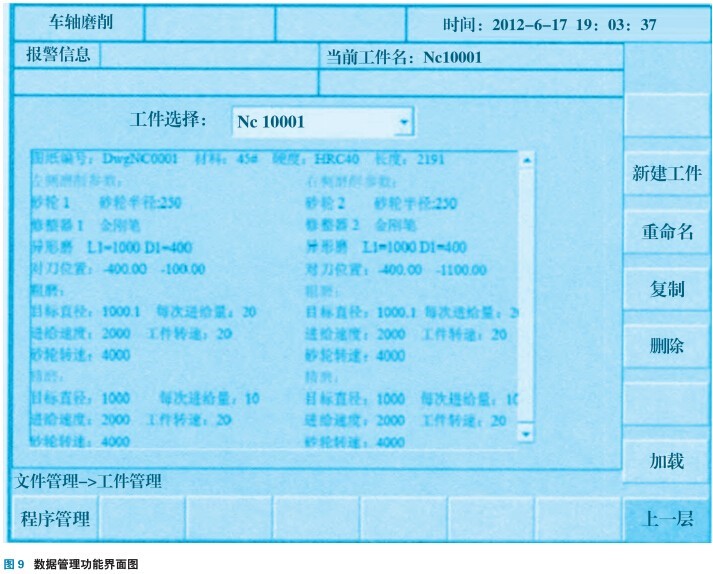
数据管理以工件名为索引,采用VBSript编程实现对文件的新建、删除、重命名及加工数据的读取、存储等管理操作,如图9所示。
4 结语
将利用WinCC Flexible系列软件开发出的人机界面应用于某专用磨床,并进行了工件磨削测试。引导式的操作界面、人性化的界面设计及方便高效的数据管理,实现了设计的预期目标。今后,随着对数控系统结构和硬件的深入研究,机床制造企业需要通过对HMI界面的二次开发来实现为数控机床添加可靠性更高、专业性更强的功能,开发出功能更加全面、操作更加灵活方便的人机界面。
[HSoftkeyTexts]HSK6=“WmCC Flexible”(配置水平6号软件改名为WmCCFlexible,按此键进入开发好的人机界面);
Task6---name:=OEMframe,Cmdline:=”E:\\LProgram
Files\\Siemens\\SIMATICWinCCFlexible\\WinCCFlexible
2008Runtime\\I-ImiRtm.exef:\kAdd_On\\CZ.fwx”。(配置人机界面的路径)
其中工件设置包含工件基本信息、磨削方式选择及磨削参数等预加工参数的设置;砂轮修整模块则包含修整相关参数。操作人员按照界面下表提示,按照顺序完成相关参数的设置即可开始加工,操作简单、快捷、高效。
DoWhilek
k=SmartTags(“sortA)osti”)(i)
Ifk=0Then
SmartTags(“sort_numb”=i
SmartTags(“sort_posti”)(i)=1
EndIf
i=i+l
Loop
SelectCaseSmartTags(“sort_numb”)
CaselSmartTags(“FileNamel”)=
SmartTags(“NEw—FileName”)
Case2SmartTags(“FileName2”)=
SmartTags(“NEW_FileName”)
......
EndSelect